
作者:紅星機器時間:2015-04-29更新時間:2015-04-29
如果您想了解我們的產品,可以隨時撥打我公司的銷售熱線或點擊下方按鈕在線咨詢價格!
立即撥打電話享更多優惠:0371-67772626
某鐵礦選礦廠在實際生產過程中選礦工藝存在很大問題,導致了選礦效率低下.由入選原礦品位持續走低加上拋廢效果差,入磨原礦品位也逐年走低,大量廢石進入磨礦選別等后道工序后形成尾礦排入尾礦庫,不僅浪費了大量能源和資源,而且增加了尾礦庫壓力.為充分利用礦產資源,我們紅星選礦設備廠家對其進行磨前預選改造,降低廢石品位,提高入磨品位,從而提高資源綜合利用率.

該鐵礦屬熱液交代型矽卡巖礦床,礦石的金屬礦物主要是磁鐵礦\赤鐵礦,其次是褐鐵礦\黃鐵礦\黃銅礦;脈石礦物主要是蛇紋石\滑石\白云石\石棉,其次是玉髓\石英\方解石,少量云母\高嶺土\綠泥石等;礦石嵌布粒度較細,礦石構造為致密塊狀.
鐵礦選礦廠破碎系統采用3段1閉路流程,磨選系統采用1段閉路磨礦\先浮后磁流程.由于回收井下低品位原礦的需要,目前破碎粒度在25mm左右,加上現有的干式磁滑輪拋廢工藝使用的是原始的預選工藝設備,造成原礦拋廢效果不理想,礦廢分離不清,入磨原礦廢石含量高且鐵品位低,而拋出的廢石則鐵品位偏高,造成大量資源流失,選礦運行效率低下.

結合生產實際狀況,選礦廠經流程考查和試驗研究查明,選礦廠目前仍存在以下問題:
(1)選礦廠破碎流程為3段1閉路流程,所使用設備為國產顎式破碎機和圓錐破碎機,設備落后老化狀況嚴重.
(2)在低品位礦石回采過程中,大量黏性物質包裹礦石形成黏礦,同時磁性礦石與廢石互相包裹黏連,這部分黏礦進入選場破碎系統后,堵塞破碎機破碎腔及振動篩篩孔,給選礦廠降低破碎粒度工作和磁滑輪拋廢工作帶來很大困難.
(3)選礦廠現有原礦拋廢系統主要是在各條運輸皮帶頭輪處因地制宜采用磁滑輪拋廢,有的作業點由于條件限制而沒有掃選作業.由于磁滑輪的分選過程是靜態拋廢,受料層厚度\皮帶速度\原礦粒度等諸多因素影響,其分選效果很差.
試驗試樣在原礦給礦皮帶上定時定點截取,具有很好的代表性.將礦樣破碎到10mm,然后混勻\縮分\裝袋,試驗流程為1段濕式預選.磁場強度試驗采用可變場強磁選機.

當磁場強度為222.93kA/m時,磁精礦鐵品位較高,達到了43.16%,但鐵回收率較低,只有91.45%;當磁場強度由222.93kA/m提高到414.01kA/m時,磁精礦鐵品位降低,鐵回收率提高;當磁場強度從286.62kA/m提高到350.32kA/m時,磁精礦鐵回收率上升幅度明顯,而當磁場強度從350.32kA/m再繼續提高到414.01kA/m時,鐵回收率上升幅度明顯放緩;由此可見,濕式預選機的磁場強度選擇350.32kA/m比較適宜.
濕式預選效果明顯,磁場強度選擇350.32kA/m時,磁精礦品位可提高到42.51%,廢石品位只有4.82%,拋出廢石的產率達到42.88%,鐵金屬回收率仍可保持在92.15%.
根據選礦試驗研究結果,結合生產現場實際,實施了以下技改措施.
(1)將現振動篩下的25mm原礦用一條運輸皮帶引出,進入新增設的YKR2060重型振動篩,此篩作為預先和檢查篩分設備,篩面上加高壓沖洗水在形成濕式篩分的同時為濕式預選機造漿.
(2)重型振動篩的篩上產品(10~25mm)進入新增設的礦機生產的GP100型圓錐破碎機進行第4段細碎作業,破碎后產品返回重型振動篩形成閉路.
(3)重型振動篩篩下產品(-10mm)進入紅星實施磁選機進行濕式預選(取消原流程所有磁滑輪拋廢系統),得到磁精礦和底流.磁精礦經ZKR2045脫水篩脫水后用一條皮帶返回提升礦倉進入磨選流程.
(4)濕式預選機的底流經2ZS1230雙層振動篩首先分選出10~5mm建筑石料和5~1mm建筑石料,篩下產品(-1mm)用渣漿泵輸送到NZY-30m濃縮池和XMZG450壓濾機組成的濃縮壓濾系統脫水后形成尾礦,作為燒結磚原料.
在進行上述一系列技改后,選礦廠主要選礦工藝指標見下表.
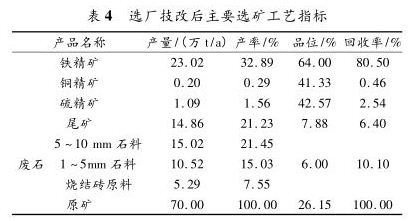
由表4可知,選礦廠技改完成后,與技改前選礦指標相比,技改后鐵金屬回收率提高了4.25個百分點,資源綜合利用率提高了19.94個百分點,年多產品位為64%的鐵精礦1.22萬t,同時產出5~10mm建筑石料15.02萬t和1~5mm建筑石料10.52萬t,尾礦燒結磚原料5.29萬t,同比減少尾礦入庫量13.96萬t.
該鐵礦選礦廠在充分利用原有生產設施的基礎上,增加部分選礦設備進行磨前濕式預選工藝改造,通過優化工藝流程,得到了鐵品位為64.00%\鐵回收率為80.50%的鐵精礦,銅品位為41.33%\銅回收率為0.46%的銅精礦,硫品位為42.57%\硫回收率為2.54%硫精礦,充分回收利用了礦產資源,同比減少年尾礦入庫量13.96萬t,為礦山可持續發展創造了條件,經濟效益和環境效益顯著.




